


G385
G385C
特長
-
・
高強度(550N/mm2)を保証するとともに、優れた塑性変形能及び溶接性能を有するプレスコラムです。
![]() 大臣認定書ダウンロード
大臣認定書ダウンロード

製品紹介
化学成分単位:%
| 種類の記号 | C | Si | Mn | P | S | トータルN | 炭素当量2) | 溶接割れ 感受性組成2) |
MAG溶接熱 影響部靭性指標2) |
|---|---|---|---|---|---|---|---|---|---|
| G385 | 0.20以下 | 0.55以下 | 1.60以下 | 0.030以下 | 0.015以下 | 0.006以下 | 0.40以下 | 0.26以下 | 0.58以下 |
| G385C | 0.020以下 | 0.008以下 |
- 備考
- 1)必要に応じて上記以外の合金元素を添加することができます。
-
2)受渡当事者間の協定によって、炭素当量の代わりに溶接割れ感受性組成(0.26%以下)を適用することができます。
炭素当量:C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14
溶接割れ感受性組成:C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
機械的性質(平板部)
| 種類の記号 | 厚さ(mm) | 降伏点 又は耐力 (N/mm2) |
引張強さ (N/mm2) |
降伏比 (%) |
伸び | シャルピー 吸収エネルギー |
||
|---|---|---|---|---|---|---|---|---|
| 試験片 | 伸び(%) | 試験温度 | (J) | |||||
| G385 G385C |
19以上 50以下 |
385以上 505以下 |
550以上 670以下 |
80以下 | JIS 5号 | 26以上 | 0℃ | 70以上 |
| JIS 4号 | 20以上 | |||||||
- 備考
- 1)PコラムG385Cについては、上記以外に、厚さ方向試験及び母材の超音波探傷試験も行います。
- 2)引張試験及び衝撃試験は、鋼板の試験成績表によります。
製造範囲
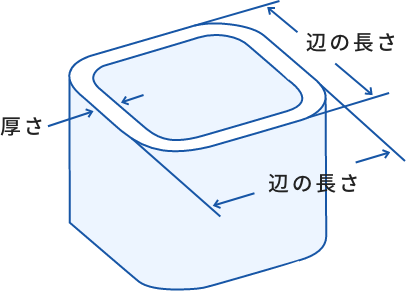
製造可能寸法表(mm)
|
厚さ 辺の長さ |
16 | 19 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 |
|---|---|---|---|---|---|---|---|---|---|---|
| 400×400 | 事前にご相談ください | |||||||||
| 450×450 | ○ | ○ | ○ | ○ | ○ | |||||
| 500×500 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||
| 550×550 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||
| 600×600 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||
| 650×650 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| 700×700 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| 750×750 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| 800×800 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| 850×850 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| 900×900 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| 950×950 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||
| 1000×1000 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||
設計
基準強度 F値
| 種類の記号 | 基準強度の種別 | 基準強度 F値(N/mm2) |
|---|---|---|
| G385 G385C |
鋼材及び溶接部の許容応力度の基準強度 | 385 |
| 鋼材及び溶接部の材料強度の基準強度 | 385※ |
- 備考
- ※保有水平耐力を求める際の材料強度は、Fの値に1.1を乗じた値とすることができます。
溶接施工
溶接条件(柱一通しダイアフラムの溶接)
| 溶接法 | 溶接位置 | 溶接電流 (A) |
溶接電圧 (V) |
溶接速度 (㎝/min) |
溶接入熱 (KJ/cm) |
パス間温度 (℃) |
|---|---|---|---|---|---|---|
| 半自動アーク溶接 | 辺部(初層−最終層前) | 200~400 | 22~40 | 15~60 | ≦40 | ≦350 |
| 角部(初層−最終層前) | ≦30 | ≦250 | ||||
| 全自動アーク溶接 | 辺部(初層−最終層前) | ≦40 | ≦250 | |||
| 角部(初層−最終層前) | ≦30 | ≦250 |
予熱温度(y型溶接割れ試験等により予熱温度の確認試験を行い、安全性を確認した場合はこの限りではありません)
| 溶接方法 | 厚さ(mm) | |
|---|---|---|
| 19≦t≦32 | 32<t≦50 | |
| 被覆アーク溶接 | 予熱無し | 50℃以上 |
| ガスシールド アーク溶接 |
予熱無し | 予熱無し |
その他
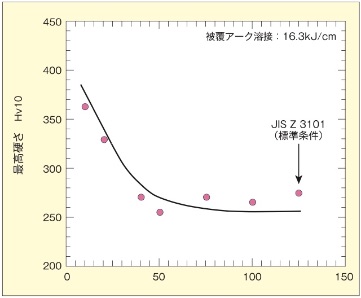
HAZ最高硬さ
| 厚さ | 予熱温度 | ビード長さ | 最高硬さ (Hv10) |
|---|---|---|---|
| 50mm 常温(25℃) |
10mm | 363 | |
| 20mm | 330 | ||
| 40mm | 271 | ||
| 50mm | 255 | ||
四面ボックス(SN490)と
プレスコラム(G385)のコスト比較

