


G385T
G385T-Z25
特長
-
・
高強度(550N/mm2)を保証するとともに、耐震性を高めた冷間プレスコラムです。
-
・
平板部と同様、角部においてもシャルピー吸収エネルギー70J(0°C)以上を保証します。
-
・
柱-通しダイアフラムの継手溶接にNBFW(Non Brittle Fracture Welding)法を適用することにより従来にも増して構造耐力上優れた性能の確保が可能となり、その結果、一般に冷間プレスコラムを柱に用いる場合の設計上の付加事項を考慮する必要はありません。
[(一財)日本建築センター 評定 BCJ 評定-ST0205-03]
![]() 大臣認定書ダウンロード
大臣認定書ダウンロード

製品紹介
化学成分単位:%
| 種類の記号 | C | Si | Mn | P | S | トータルN | 炭素当量2) | 溶接割れ 感受性組成2) |
MAG溶接熱 影響部靭性指標2) |
|---|---|---|---|---|---|---|---|---|---|
| G385T G385T-Z25 |
0.20以下 | 0.55以下 | 1.60以下 | 0.020以下 | 0.005以下 | 0.006以下 | 0.40以下 | 0.26以下 | 0.52以下 |
- 備考
- 1)必要に応じて上記以外の合金元素を添加することができます。
-
2)受渡当事者間の協定により、炭素当量の代わりに溶接割れ感受性組成を適用することができます。
炭素当量:C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14
溶接割れ感受性組成:C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
MAG溶接熱影響部靭性指標(%):C+Mn/8+6(P+S)+12N-4Ti (Nはトータル窒素、Ti≦0.005%のとき、Ti=0とする。)
機械的性質(平板部)
| 種類の記号 | 厚さ(mm) | 平板部 | 平板部、角部 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 降伏点 又は耐力 (N/mm2) |
引張強さ (N/mm2) |
降伏比 (%) |
伸び | シャルピー 吸収エネルギー |
|||||
| 板厚(mm) | 試験片 | 伸び(%) | 試験温度 | (J) | |||||
| G385T G385T-Z25 |
19以上 50以下 |
385以上 505以下 |
550以上 670以下 |
80以下 | 19≦t≦32 | JIS1A号 | 15以上 | 0℃ | 70以上 |
| 32<t≦40 | 16以上 | ||||||||
| 32<t≦50 | JIS4号 | 20以上 | |||||||
- 備考
- G385T-Z25については、上記以外に厚さ方向試験及び母材の超音波探傷試験も行います。
製造範囲
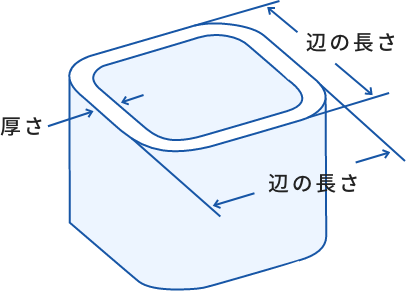
製造可能寸法表(mm)
|
厚さ 辺の長さ |
16 | 19 | 22 | 25 | 28 | 32 | 36 | 40 | 45 | 50 |
|---|---|---|---|---|---|---|---|---|---|---|
| 400×400 | 事前にご相談ください | |||||||||
| 450×450 | ○ | ○ | ○ | ○ | ○ | |||||
| 500×500 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||
| 550×550 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||
| 600×600 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||
| 650×650 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| 700×700 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| 750×750 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| 800×800 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| 850×850 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| 900×900 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| 950×950 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||
| 1000×1000 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||
- 備考
- 辺の長さが1000mmを超えるサイズについては、別途御相談ください。
設計
基準強度 F値
| 種類の記号 | 基準強度の種別 | 基準強度 F値(N/mm2) |
|---|---|---|
| G385T G385T-Z25 |
鋼材及び溶接部の許容応力度の基準強度 | 385 |
| 鋼材及び溶接部の材料強度の基準強度 | 385※ |
- 備考
- ※材料強度の基準強度は、上記数値の1.1倍以下の数値とすることができます。
溶接施工
溶接条件(柱一通しダイアフラムの溶接)
G385Tを使用する鉄骨柱の柱-通しダイアフラムの本溶接は改訂版NBFW積層法((一財)日本建築センター 任意評定 BCJ評定-ST0170-03)を適用して行います。
改訂版NBFW積層法は下記の通りです。
- 1)初層から最終層前までの積層を開先上面から1~2mm深さまで行います。
- 2)最終層は2パス以上で積層します。
- 3)溶接止端部ビードUを、ビード止端が開先上面端部から5~12mmの範囲に来るように溶接施工します。
- 4)次に、ビードTをビードU止端部から8mm以内にその溶接止端部が来るように溶接施工します。なお、その際には、ビードTの止端部は、ビードUの止端部から3~4mm以内を狙い、6mm以内に積層することを目標とします。
- 5)その後の積層は、最終層前までの溶接条件に従います。
| 溶接法 | 種類の記号 | 溶接位置 | 溶接電流 (A) |
溶接電圧 (V) |
溶接速度 (㎝/min) |
溶接入熱 (kJ/cm) |
予熱 (℃) |
パス間温度 (℃) |
|---|---|---|---|---|---|---|---|---|
| 半自動溶接 | G385 G385C |
辺部(初層−最終層前) | 200~400 | 22~40 | 15~60 | ≦40 | なし | ≦350 |
| 角部(初層−最終層前) | 200~400 | 22~40 | 15~60 | ≦30 | なし | ≦250 | ||
| 溶接止端部 (最終層ビードU) |
200~400 | 22~40 | 15~60 | 15~22 | なし | ≦250 | ||
| 止端部テンパー溶接 (最終層ビードT) |
200~400 | 22~40 | 15~60 | 15~25 | なし | ≦250 | ||
| 全自動溶接 | G385 G385C |
辺部(初層−最終層前) | 200~400 | 22~40 | 15~60 | ≦40 | なし | ≦250 |
| 角部(初層−最終層前) | 200~400 | 22~40 | 15~60 | ≦30 | なし | ≦250 | ||
| 溶接止端部 (最終層ビードU) |
200~400 | 22~40 | 15~60 | 15~22 | なし | ≦250 | ||
| 止端部テンパー溶接 (最終層ビードT) |
200~400 | 22~40 | 15~60 | 15~25 | なし | ≦250 |

NBFW溶接法はJFEスチール株式会社と株式会社セイケイの特許であり、NBFW®は、JFEスチール株式会社と株式会社セイケイとの登録商標です。
その他
構造性能
| 試験体 | 載荷方向 (°) |
結果 | |||||||
|---|---|---|---|---|---|---|---|---|---|
|
略号
寸法(mm)
|
径/板厚 | 幅厚比 ランク |
溶接材料 | NBFW適用 | 曲げ能力 | 等価幅厚比 (1/α) |
累積塑性 変形 倍率(η) |
||
| Mmin./Mp | Mmax./Mp | ||||||||
|
B1
450×450×19
|
23.8 | FA | MG-60 (G59JA1UC3M1T、 旧YGW21) |
有り | 45 | 1.21 | 1.24 | 0.84 | 46.7 |
|
B2
500×500×32
|
15.3 | 1.39 | 1.39 | 2.07 | 55.6 | ||||
|
B3
500×500×32
|
15.6 | 1.33 | 1.33 | 2.01 | 59.7 | ||||
|
B4
400×400×32
|
12.5 | 1.36 | 1.36 | 3.08 | 93.8 | ||||
|
C2
500×500×32
|
15.6 | 0 | 1.43 | 1.41 | 1.84 | 78.5 | |||
|
C3
500×500×32
|
45 | 1.39 | 1.85 | 58.5 | |||||
|
C4
500×500×32
|
無し | 1.31 | 1.30 | 1.73 | 41.3 | ||||
|
C5
600×600×32
|
18.8 | 有り | 1.42 | 1.42 | 1.28 | 38.6 | |||
-
Mp:全塑性モーメント、Mmin.:実験時負側最大モーメント、Mmax.:実験時正側最大モーメント
α:(σy/E)(B/t)2、η:履歴面積振幅方式

